

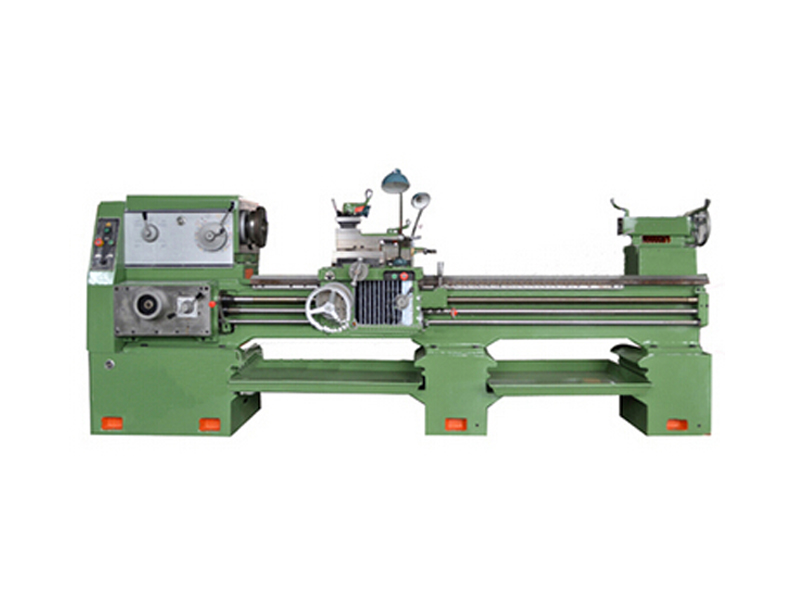
CA6166普通车床
生产厂家:滕州市高地机床有限公司
厂家热线:0632-5806100
移动电话:18663251181
CA6166普通车床的参数:
|
型号 |
CA6166 |
|||||||
|
床身上最大工件直径
|
660mm |
|||||||
|
刀架上最大工件直径
|
400mm |
|||||||
|
马鞍槽最大工件直径
|
- 880mm |
|||||||
|
马鞍槽有效长度
|
- 210mm |
|||||||
|
最大工件长度
|
750mm / 1000mm/1500mm/2000mm / 3000mm |
|||||||
|
床身宽度 |
400mm |
|||||||
|
刀杆截面 |
25X25mm |
|||||||
|
主轴 |
主轴转速范围
|
11—1600 r/min (24 steps) |
||||||
|
主轴内孔
|
52mm(80mm) |
|||||||
|
主轴孔锥度
|
莫氏6号) |
|||||||
|
进给 |
进给数量 |
64种 |
||||||
|
公制螺纹 |
(1-192mm)44种 |
|||||||
|
英制螺纹 |
(1-24tpi)21种 |
|||||||
|
模数螺纹 |
0.25-48(模数39种 |
|||||||
|
径节螺纹 |
1-96DP(37种) |
|||||||
|
床尾 |
床尾主轴最大行程
|
150mm |
||||||
|
床尾主轴直径 |
75mm |
|||||||
|
床尾主轴孔锥度 |
(莫氏5号) |
|||||||
|
主电机 |
7.5KW(10HP) |
|||||||
|
包装外形尺寸 (L×M×H mm) |
750 |
2440X1150X1170 |
2440X1150X1700 |
2440X1190X1700 |
2440X1150X1900 |
2440X1150X1950 |
||
|
1000 |
2650X1150X1700 |
2650X1150X1700 |
2650X1190X1700 |
2650X1150X1900 |
2650X1150X1950 |
|||
|
1500 |
3150X1150X1700 |
3150X1150X1700 |
3150X1190X1700 |
3150X1150X1900 |
3150X1150X1950 |
|||
|
2000 |
3610X1150X1700 |
3610X1150X1700 |
3610X1190X1700 |
3650X1150X1900 |
3650X1150X1950 |
|||
|
3000 |
4610X1150X1700 |
4610X1150X1700 |
4610X1190X1700 |
4650X1150X1900 |
4650X1150X1950 |
|||
|
重量 (Kg) |
|
|
毛重 G.W. 净重 N.W. |
|||||
|
750 |
2700 2000 |
2700 2000 |
2860 2260 |
2900 2300 |
3000 2400 |
|||
|
1000 |
2800 2100 |
2700 2000 |
3050 2450 |
3060 2460 |
3200 2600 |
|||
|
1500 |
3050 2250 |
2700 2000 |
3240 2640 |
3250 2650 |
3400 2800 |
|||
|
2000 |
3300 2600 |
2700 2000 |
3480 2880 |
3480 2880 |
3500 3000 |
|||
|
3000 |
4000 3450 |
2700 2000 |
4287 3687 |
4300 3700 |
4500 3900 |
|||
CA6166普通车床使用什么样的刀具最合适?
怎样局别不同刀具之间的差别?
{刀架:有两层滑板(中、小滑板)、床鞍与刀架体共同组成。用于安装车刀并带动车刀作纵向、横向或斜向运动。}
车刀
车刀是车床加工必不可少的部分。车刀是由刀头和刀杆两部分组成。刀杆一般是碳素结构钢制成。刀头是担任切削工作的,所使用的材料必需具备下列三种基本机能:
1.冷硬性-在常温时的硬度,又名耐磨性。
2.红硬性-在高温下还能保持切削所需的硬度。
3.韧性-能承受振动和冲击负荷的机能。
车刀按刀头材料不同分为两种:快速钢和硬质合金车刀
快速钢车刀
快速钢(又名风钢、锋钢或白钢)
快速钢是一种含钨和铬较多的合金钢。我国试制成功了B202无铬钢、B201无钴特种钢,B212、B214无钴超硬钢及B211、B213低钴机能速钢。节约了价值昂贵的稀有金属。速钢的机能:硬度较高,HRC62-65。约为45号钢硬度的2.7倍。具有一定的红热硬度,耐温程度可达560-600摄氏度。韧性和加工机能较好。钢刀具制造简朴,刃磨利便,为精车刀之用,但因红硬性不如硬质合金,故不易用于快速切削。钢材料有带黑皮的和表面磨光的两种;前者是未经热处理的钢,后者是经热处理钢,又叫作白钢。
硬质合金车刀
硬质合金由难熔材料的碳化钨、碳化钛和钴的粉末,在高压下成形,经1350-1560摄氏度高温烧结而成的。具有极好的硬度,常温下可达HRA92,仅次于金刚石;红硬性很好,在1000摄氏度左右仍能保持良好的切削机能;具有较多使用强度,抗弯强度高达100-170公斤每立方毫米;但性脆、韧性差、怕振;这些缺点,可通过刃磨公道的角度予以克服。因此,硬质合金被广泛应用。
常用车刀种类
1、 尖形车刀
2、圆弧形车刀
3、成形车刀
4、机夹可转位不重磨车刀
5、切槽刀(切断刀)
常用车刀用途
①可转位刀片代码。从刀具的材料应用方面,数控机床用刀具材料主要是各类硬质合金。从刀具的结构方面,数控机床主要采用镶嵌式机夹可转位刀片的刀具。因此,对硬质合金可转位刀片的运用是数控机床操纵者必需了解的内容之一。
选用机夹式可转位刀片,首先要了解可转位刀片型号表示规则。按国际尺度ISO 1832—1985,可转位刀片的代码表示方法是由10位字符串组成的,其排列如下在一般情况下,第8和9位的代码在有要求时才填写。此外,各公司可以另外掭加一些符号,用连接号将其与ISO代码相连接(如一PF代表断屑槽型)。可转位刀片用于车、铣、钻、镗等不同的加工方式,其代码的详细内容也略有不同。
②可转位刀片的断屑槽槽形。为满足切削能断屑、排屑流畅、加工表面质量好、切削刃耐磨等综合性要求,可转位刀片制成各种断屑槽槽形。
特别注意的是在进行操作时工具和车刀的安放
工具和车刀不要放在床面上,以免敲坏导轨。如需要放的话般先在床面上盖上床盖板,把工具和车刀放在床盖板上。
1.在砂光工件时,要在工件下面的床面上用床盖板或纸盖住;砂光后,仔细擦净床面。
2.在车铸铁工件时,在扼板上装护轨罩盖,同时要擦去切屑能够飞溅到的一段床面上的润滑油。
3. 不使用时,必须做好车床的清洁保养工作,防止切屑、砂粒或杂质进入车床导轨滑动面,把导轨“咬坏”或加剧它的磨损。
4.在使用冷却润滑液前,必须清除车床导轨及冷却润滑液盛盘里的垃圾;使用后,要把导轨上的冷却润滑液擦干,并加机械润滑保养;这样就能很好的保护车刀了。
本机的加工适用范围:
普通车床是能对轴、盘、环等多种类型工件进行多种工序加工的普通车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。普通车床是车床中应用广泛的一种,约占车床类总数的65%。普通车床加工对象广,主轴转速和进给量的调整范围大,能加工工件的内外表面、端面和内外螺纹。这种车床主要由工人手工操作,生产效率低,适用于单件、小批生产和修配车间。





服务热线:0632-5806100
移动电话:18663251181
公司邮箱:1908346240@qq.com
公司地址:山东省滕州市西环工业园