

CQ6136台式车床
CQ6136台式车床
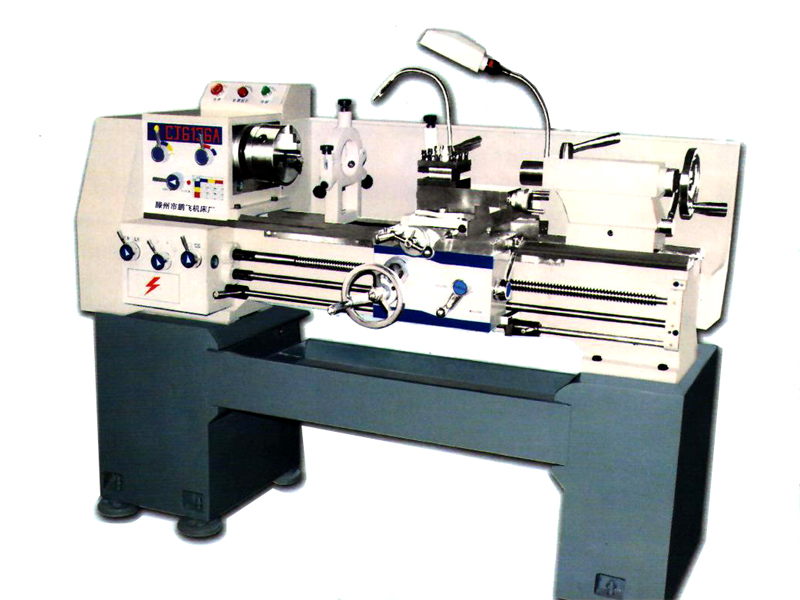
该车床外观造型新颖、美观;整体布局紧凑、合理;结构设计先进、变速机构采用集中传动方式,操作灵活,维修方便。主轴通孔直径大,扩大了加工工件范围;设有急停按钮和保险机构,使机床更加安全可靠;床身采用强度铸铁,导轨表面淬火后精磨、经久耐用;机床噪音低,宜人性好。它可车削内外圆柱面、圆锥面和其它回转面及端面,能够加工公制、英制、径节、模数螺纹,也能钻孔、铰孔、拉油槽等,因而广泛适用于机械、电子、仪器、仪表、轻工、医疗等行业的单件或小批生产,也可作为家庭工具使用。
生产厂家:滕州市高地机床有限公司
厂家热线:0632-5806100
移动电话:18663251181
古代的车床是靠手拉或脚踏,通过绳索使工件旋转,并手持刀具而进行切削的。1797年,英国机械发明家莫兹利创制了用丝杠传动刀架的现代车床,并于1800年采用交换齿轮,可改变进给速度和被加工螺丝的螺距。1817年,另一位英国人罗伯茨采用了四级带轮和背轮机构来改变主轴转速。为了提高机械化自动化程度,1845年,美国的菲奇发明转塔车床。1848年,美国又出现回轮车床。1873年,美国的斯潘塞制成一台单轴自动车床,不久他又制成三轴自动车。20世纪初出现了由单独电机驱动的带有齿轮变速箱的车床。第一次世界大战后,由于军火、汽车和其他机械工业的需要,各种高效自动车床和专门化车床迅速发展。为了提高小批量工件的生产率,40年代末,带液压仿形装置的车床得到推广,与此同时,多刀车床也得到发展。50年代中,发展了带穿孔卡、插销板和拨码盘等的程序控制车床。数控技术于60年代开始用于车床,70年代后得到迅速发展。机床是人类进行生产劳动的重要工具,也是社会生产力发展水平的重要标志。台式机床经历了近两百年的历史。
CQ6136台式车床主要用於加工各种回转表面和回转体的端面。如车削内外圆柱面、圆锥面、环槽及成形回转表面,车削端面及各种常用的螺纹,配有工艺装备还可加工各种特形面。在车床上还能做钻孔、扩孔、铰孔、滚花等工作。适用领域: 工厂五金加工、模具厂、首饰加工厂、工艺品厂、科研单位究发工作室、技工学校数控专业等。
CQ6136台式车床的详细资料如下内容所示:
|
主要技术参数 |
CQ6136 |
|
床身以上中心高 |
180mm |
|
中心距 |
750mm |
|
床面以上最大工件回转直径 |
360mm |
|
刀架以上加工最大直径 |
220mm |
|
最大工件长度 |
750mm |
|
主轴内孔直径 |
Ф38mm |
|
主轴转速级数 |
正反各18级 |
|
主轴转速范围 |
80-2160r/min |
|
主轴每转刀架进给量范围 |
横向0.02-0.80mm |
|
|
纵向0.05-2.08mm |
|
车削公制螺纹 |
种数 20 |
|
|
螺距范围 0.30-12mm |
|
车削英制螺纹 |
种数 17 |
|
|
每英寸牙数范围8-38 |
|
车削径节螺纹 |
种数 35 |
|
|
螺距范围8-88 |
|
车削模数螺纹 |
种数 8 |
|
|
螺距范围 0.5-3 |
|
尾座顶尖套内孔锥度 |
莫氏4号 |
|
尾座顶尖套筒最大移动距离 |
100mm |
|
主电动机功率 |
1.5KW |
|
冷却电动机功率 |
40KW |
|
机床外形尺寸(长*宽*高) |
1700*800*1220 |
|
机床净重 |
780Kg |
台式车床是能对轴、盘、环等多种类型工件进行多种工序加工的卧式车床,常用于加工工件的内外回转表面、端面和各种内外螺纹,采用相应的刀具和附件,还可进行钻孔、扩孔、攻丝和滚花等。CQ6136台式车床的主要组成部件有:主轴箱、进给箱、溜板箱、刀架、尾架、光杠丝杆和床身。
主轴箱:又称床头箱,它的主要任务是将主电机传来的旋转运动经过一系列的变速机构使主轴得到所需的正反两种转向的不同转速,同时主轴箱分出部分动力将运动传给进给箱。主轴箱中等主轴是车床的关键零件。主轴在轴承上运转的平稳性直接影响工件的加工质量,一旦主轴的旋转精度降低,则机床的 使用价值就会降低。
进给箱:又称走刀箱,进给箱中装有进给运动的变速机构,调整其变速机构,可得到所需的进给量或螺距,通过光杠或丝杠将运动传至刀架以进行切削。
丝杠与光杠:用以联接进给箱与溜板箱,并把进给箱的运动和动力传给溜板箱,使溜 板箱获得纵向直线运动。丝杠是专门用来车削各种螺纹而设置的,在进工件的其他表面车削时,只用光杠,不用丝杠。同学们要结合溜板箱的内容区分光杠与丝杠的区别。
溜板箱:是车床进给运动的操纵箱,内装有将光杠和丝杠的旋转运动变成刀架直线运动的机构,通过光杠传动实现刀架的纵向进给运动、横向进给运动和快速移动,通过丝杠带动刀架作纵向直线运动,以便车削螺纹。
刀架、尾架和床身。
台式车床的主要附件1.三爪卡盘(用于圆柱形工件),四爪卡盘(不规则工件)
2.活顶尖(用于固定加工件) 3.中心架(稳定加工件) 4.跟刀架
CQ6136台式车床的特点:
1、本机功能强大,使用简便,适应面广,有效实用、性价比高。
2、本机精度、有保护罩、冷却系统,可自动车削各种回转表面,如圆柱面、圆锥面、特形面等,并能进行车螺纹、镗、铰加工,效率快、适用性强。
3、床身导轨经超音频淬火后精磨,硬度、钢性好。床头、导轨、床鞍、拖板尺寸厚。
4、床鞍采用贴塑工艺处理,移动轻快,减少床身导轨的磨损,避免爬行现象,精度,便用寿命长。滚珠丝杆采用整体内循环丝杆,配对角接触球轴承支承并预紧,导轨、丝杆等采用集中润滑,具有运动灵活、减少热变形、精度稳定的特点。
5、电动刀架有四工位,采用精密齿盘定位,重复定位精度。
6、外型美观大方,有良好的人机操作界面,操作使用方便;
7、主要加工材料有:铁、铜、铝等有色金属材料。
车床操作步骤:
班 前:
一、检查着装:袖口扣子必须扣好,如果带袖套,袖套须与小臂贴合紧密,衣服拉链或扣子必须拉扣过胸,严禁敞衣敞袖。长发女工必须将头发盘起来,并戴上帽子和护目镜,严禁戴手套操作车床。
二、保养润滑:对导轨、丝杆用油枪加注润滑油进行润滑,检查油箱油标,观察润滑油的量是否够。
三、加工准备:将工作台上无关物体和工具清理干净,左边工作桌上或周转筐内放上待加工件,右边工作桌上或周转筐内清理干净,将放加工好的工件。 检查夹具和工件装夹是否牢固可靠。检查各油(水)管接头,紧固螺栓,螺帽有无松动、漏油(水)现象,油(水)泵和电机是否正常。
四、对车床性能、操作程序、安全操作规程不熟悉者,严禁操作车床。
班 中:
一、低速运转主轴3-5分钟后,换到合适的档位进行加工,每次确认装夹牢固后方可运转主轴。
二、集中思想操作,打光零件使用锉刀时右手在前,打光内孔时必须将砂布卷在木棒上进行,并防止绞手。不得开车测量工件,装夹刀具。
三、卡盘、花盘必须采用锁紧锁,紧固在轴上,装卸卡盘时,床面要垫木板,不得借助车床动力进行,搬手等工具不准放在卡盘和花盘上。
四、工作后机床必须擦拭干净,切断电源,零件堆放及工作场地必须保持整洁安全,认真做好交接班工作。
五、机床上所有安全防护装置应保持良好状态,不得擅自拆除,开车时不准拆除齿轮罩壳,机床前要有踏板以防漏电。
六、将成品按检验要求检查质量,发现废品时,应立即停机检查,并向上级报告。发现故障,配合维修人员进行检修,出现事故切断电源,保护现场,立即报告有关部门。任何时候都要做到人走机停。
班 后:
一、每天下班前,关掉电源开关。
二、将导轨上的金属屑清理干净,将加工下来铁屑,清理到指定位置。
三、将工具和零件摆放于规定的地方。
四、填好《设备维护点检表》,作好记录。
上一件产品:CQ6132A台式车床
下一件产品:CK6136数控车床




联系我们

滕州市高地机床有限公司
服务热线:0632-5806100
移动电话:18663251181
公司邮箱:1908346240@qq.com
公司地址:山东省滕州市西环工业园